
When performing a major overhaul of the engine, it is recommended to replace piston wheels and connecting rod bearing shells, regardless of their condition.
Preparation
1. Before installing the connecting rod and piston assemblies, the cylinder walls must be thoroughly wiped, traces of stepped wear are completely removed from their upper edges and a chamfer is removed. It is assumed that the crankshaft is already installed in its regular place in the block (see Section Installing the crankshaft and checking the operating clearances of the main bearings).
2. Remove the cover of the lower head of the connecting rod assembly of the first cylinder (make sure that there is a factory or applied during dismantling marking). Remove the old bearing shells from the connecting rod head and its cover and carefully wipe their beds with a clean, lint-free rag.
Checking the operating clearance of the connecting rod bearing
Avoid touching the new bearing surfaces with bare hands to avoid unwanted contact of the bearings with traces of oil and chemicals that are always present on the fingers.
1. Wipe the back of the new top bearing and place it in the bearing bed in the connecting rod head. Make sure that the guide tab of the bushing falls into the reciprocal groove in the connecting rod. In no case do not tap the liner into the bed with a hammer. Do not lubricate the bearing with anything at this stage.
2. Wipe the back of the second bearing and place it in the connecting rod cap. Again, make sure that the tongue falls into the reciprocal groove. Do not use any lubricant - it is extremely important that the mating surfaces of the bearing and connecting rod remain absolutely clean and dry.
3. Position the piston rings with locks as shown in the accompanying illustrations.
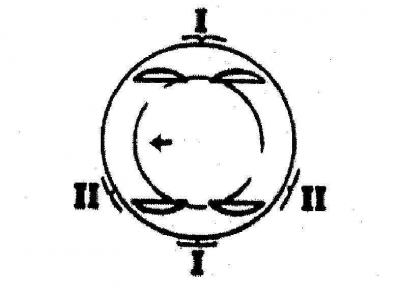
Scheme of the correct location of the locks of the piston rings of gasoline engines
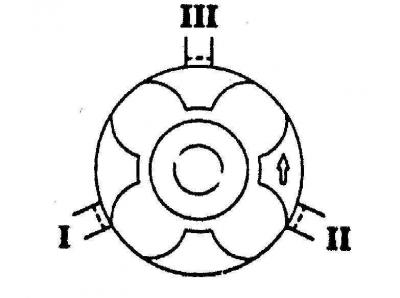
The scheme of the correct arrangement of locks of piston rings of diesel engines
4. Pull on the bolts of the bearing cover pieces of rubber hose suitable for the diameter.
5. Lubricate the piston and piston rings with clean engine oil. Slide the mandrel of the ring crimping tool onto the piston. Leave the piston skirt protruding from the tool mandrel by about 6.4 mm for free threading into the cylinder. The rings must be pressed flush with the forming surface of the piston.
6. Rotate the crankshaft so that the neck of the first crank is in the BDC position. Lubricate the mirror of the first cylinder with impellent oil.
7. Expanding the assembly with marks in the right direction (see Section Checking the condition of the components of the connecting rod and piston group), carefully tuck the connecting rod into the first cylinder of the block. Insert the piston skirt into the cylinder, firmly pressing the lower edge of the mandrel of the ring crimping tool against the surface of the block.
8. Tap the top edge of the mandrel to ensure it is firmly pressed against the block around the entire perimeter of the bottom edge.
9. Gently tapping on the bottom of the piston with a wooden handle of a hammer, insert the piston into the cylinder, while directing the lower head of the connecting rod to the neck of the corresponding crankshaft crank. Piston rings can suddenly pop out from under the tool mandrel, so constantly monitor the tightness of pressing against its block. Take your time, if the slightest resistance occurs, immediately stop the piston knocking. Find out the cause of jamming and eliminate it.
Never try to push the piston into the cylinder by force - this can lead to mechanical damage or destruction of the piston rings!
10. After the introduction of the connecting rod and piston assembly into the engine, before the final installation of the cover of the lower head of the connecting rod, you should check the working clearance of the connecting rod bearing of the crankshaft.
11. Cut a piece of calibrated plastic wire from the Plastigage measuring set, slightly shorter than the width of the connecting rod bearing shell, and lay it along the first crankshaft journal, parallel to the axis of the latter.
Segments of calibrated wire must be laid strictly parallel to the axis of the connecting rod journals of the crankshaft

12. Wipe the bearing surface in the connecting rod cap and install the cap on the connecting rod. Make sure that the mark on the cover is turned in the same direction as the mark on the connecting rod.
13. Lightly lubricate the lower ends of the mounting nuts with clean engine oil, screw them on and tighten them to the required torque in three stages.
If necessary, use a thin-walled socket to avoid jamming the key. If there are signs of a wrench jamming between the nut and the connecting rod, slightly raise the head and continue tightening. Do not allow the crankshaft to rotate during the entire procedure.
14. Give nuts and carefully remove a cover from a rod. Take care not to damage the flattened piece of gauge wire.
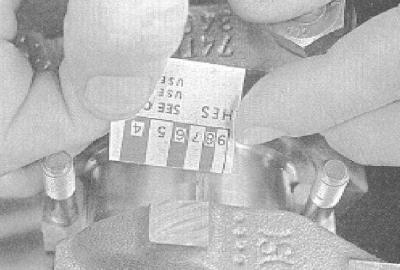
15. Using the flattened wire width, measured on the scale printed on the Plastigage package, determine the working clearance in the bearing. Compare the measurement result with the requirements of the Specifications in Chapter Engines.
Determination of the working clearance in bearings is carried out by measuring the width of the flattened pieces of calibrated wire according to the scale printed on the packaging for the Plastigage set
16. If the gap is outside the allowable range, before looking for liners of a different size, check if dirt / oil has got under the backs of the liners nested in the connecting rod and the cover of the liners. Re-measure the diameter of the shaft journal. The flattening of the wire from one end more than from the other indicates the presence of a neck taper.
Final installation of the connecting rod and piston assembly of the journal and/or bearing surface.
1. Make sure both bearing surfaces are absolutely clean, then lubricate them evenly with a thin layer of molybdenum or motor assembly grease. To gain access to the surface of the upper bearing, you will have to push the piston into the cylinder a little - do not forget to put protective hoses on the connecting rod cap bolts to avoid damaging the surface of the shaft journal. Try to prevent the piston rings from popping out of the cylinder.
2. Return the connecting rod to its place by carefully sliding it with the lower head on the neck of your crank, remove the protective hoses from the bolts, install the cover, and in three stages tighten the mounting bolts / nuts to the required torque (see Specifications in Chapter Engines).
Track the correct alignment of the marks on the connecting rod cap and its lower head.
3. Repeat the entire procedure for the remaining connecting rod and piston assemblies.
4. Keep in mind the following important points:
- Make sure that dirt does not get on the backs of the liners and their beds in the connecting rods and covers;
- Make sure that each assembly is installed exactly in its cylinder (even in the case of new components, as the piston ring gaps have been adapted to specific cylinders);
- The pistons must be marked in the required direction (see Section Removal of connecting rod and piston assemblies);
- Do not forget to lubricate the cylinder mirrors with engine oil before installing the assemblies;
- Don't forget to grease the bearings (after checking the working clearances in the last) before final installation of covers.
5. Having finished installing the connecting rod and piston assemblies, check the freedom of rotation of the crankshaft by turning it several times by hand.
6. In conclusion, it is necessary to check the axial play of the crankshaft again (see Section Removing the crankshaft).
7. Compare the results of the end play measurements with the requirements of the Specifications in Chapter Engines. If the backlash was normal before disassembling the engine and old connecting rod and piston assemblies were used, there should be no surprises. If the backlash goes beyond the permissible limits after replacing the connecting rods, the latter must be removed from the engine and sent to a car service workshop for appropriate machining.
Visitor comments