
Provjera statusa
Dok su ležajevi koljenastog vratila obavezni tijekom remonta motora, stare ležajeve treba čuvati radi detaljnijeg uvida u njihovo stanje, što može pružiti mnogo korisnih informacija o ukupnom stanju motora. Na priloženoj ilustraciji dati su primjeri tipičnih nedostataka ležajnih školjki.
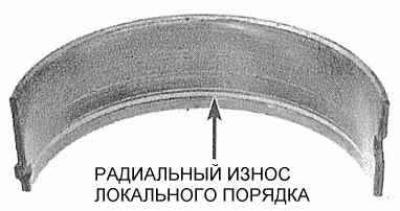
Tipični primjeri istrošenosti ležajeva

ZAMORNA DEFORMACIJA

PRLJAVI UVOD

PREKOMJERNO TROŠENJE

LOŠE PRIKLADANJE

NEDOSTATAK MAZIVA
TON VRATA
Do kvara ležaja može doći zbog nedostatka podmazivanja, čestica prljavštine, preopterećenja motora i korozije. Bez obzira na prirodu kvarova, tijekom remonta motora potrebno je otkloniti uzrok oštećenja košuljica kako bi se izbjeglo ponovno pojavljivanje.
Za provjeru uklonite ljuske ležaja iz njihovih ležišta u bloku motora/glavama klipnjača i poklopcima glavne/klipnjače i položite ih redoslijedom ugradnje na čistu radnu površinu. Organizacija postavljanja košuljica omogućit će povezivanje prirode identificiranih nedostataka sa stanjem odgovarajućih rukavaca vratila.
Prljavština i strane čestice ulaze u motor na različite načine. Mogu ostati unutar jedinice tijekom sastavljanja jedinice ili mogu proći kroz filtere ili sustav ventilacije kućišta radilice. Sve čestice koje dospiju u motorno ulje na kraju, prije ili kasnije, završe u ležajevima. Često su metalne strugotine ugrađene u meki materijal košuljica, koje nastaju tijekom normalnog rada unutarnjih komponenti motora. Postoji velika vjerojatnost prisutnosti tragova abraziva u ležajevima, posebno kada se nije posvetila dužna pozornost čišćenju bloka nakon završetka remonta motora. Bez obzira na način na koji strane čestice ulaze u motor, velika je vjerojatnost da će biti ugrađene u meku površinu ljuski ležaja radilice i lako ih je identificirati vizualnim pregledom potonjih. Velike čestice obično se ne zadržavaju u košuljicama, ali ostavljaju uočljive tragove u obliku ogrebotina, šupljina i ogrebotina na njihovoj površini i površini rukavaca osovine. Najbolje jamstvo protiv ovakvih problema je odgovoran odnos prema čišćenju komponenti nakon završetka remonta motora i pažnja na čistoću tijekom montaže. Česte, redovite izmjene motornog ulja također mogu značajno produžiti vijek trajanja ležaja.
Nestašica ulja može biti posljedica nekoliko različitih, ali često povezanih pojava. Dakle, pregrijavanje motora dovodi do razrjeđivanja motornog ulja i njegovog istiskivanja iz radnih zazora ležajeva. Nedostatak podmazivanja ležajeva može se pripisati prekomjernom radnom zazoru kao i normalnim curenjima (unutarnji ili vanjski). Čest uzrok istiskivanja ulja iz zazora ležaja je stalno pretjerano ubrzavanje motora. Kršenje prohodnosti naftnih tokova (obično povezana s neusklađenošću rupa prilikom ugradnje komponenti) također dovodi do smanjenja dovoda maziva u ležajeve. Tipičan rezultat gladovanja uljem je potpuno ili lokalno brisanje/udubljenje površinskog sloja obloga s metalne podloge. U tom slučaju radna temperatura može porasti do te razine da podloga dobije plavičastu nijansu kao rezultat pregrijavanja.
Stil vožnje vlasnika automobila također ima značajan utjecaj na životni vijek ležajeva. Vožnja malom brzinom u visokom stupnju prijenosa dovodi do značajnih preopterećenja ležajeva, praćenih pomicanjem uljnog filma iz njihovih radnih razmaka. Ovakvo preopterećenje dovodi do povećanja plastičnosti košuljica i pojave pukotina u površinskom sloju (zamor naprezanje). U tom slučaju površinski materijal počinje se mrviti i odvajati od čelične podloge. Rad automobila u gradskom ciklusu (česta putovanja na kratke udaljenosti) dovodi do razvoja korozije ležaja zbog činjenice da nedovoljno zagrijavanje motora dovodi do kondenzacije i oslobađanja kemijski agresivnih plinova. Ovi proizvodi se nakupljaju u motornom ulju, tvoreći trosku i kiseline. Ako takvo ulje dospije u ležajeve, agresivne tvari doprinose razvoju korozije košuljica.
Nepravilna ugradnja obloga tijekom sastavljanja motora također može uzrokovati njihovo brzo uništenje. Preusko prianjanje ne osigurava potreban radni zazor ležajeva, što dovodi do njihovog gladovanja uljem. Rezultat prolaska ispod obloga (tijekom njihove ugradnje) stranih čestica je stvaranje uzvišenja, s kojih se površinski sloj brzo briše.
Umetni odabir
U slučaju istrošenosti ili oštećenja ležajnih školjki, kao i kada se ne može postići ispravan radni zazor, situacija se može popraviti na dolje opisani način odabirom i ugradnjom novih školjki. Bez obzira na metodu koja se koristi za određivanje potrebne veličine čahure, zazori ležajeva moraju se zatim provjeriti pomoću Plastigage mjernog seta.
Ako nije moguće pravilno korigirati vrijednost radnih zazora odabirom košuljica, osovinu treba zamijeniti.
Obično odabir košuljica obavljaju stručnjaci koji su izradili utor vratova osovine. Veličina novih košuljica određena je dubinom utora za vrat. Žlijebljenje se obično izvodi u koracima od 0,25 mm. U nekim slučajevima, glavni rukavci i klipnjače se strojno obrađuju na različite dubine. Obrađena osovina obično je označena na odgovarajući način. Tako, na primjer, označavanje tipa «10-10» obično znači da su oba skupa vratova obrađena do dubine od 0,010 inča (0,25 mm) a umetke za uši odgovarajuće veličine treba odabrati s redukcijom. Identifikacijsku oznaku na stražnjoj strani čahure stručnjaci koriste pri određivanju veličine grupe ležajeva.
Komentari posjetitelja