
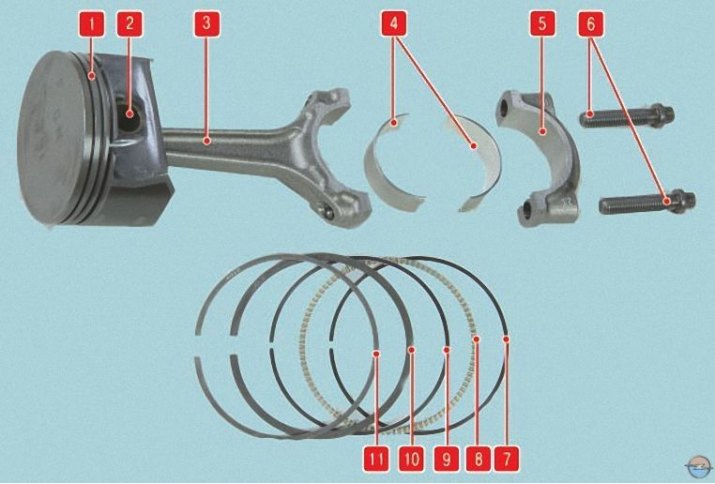
Ryż. 1. Szczegóły dotyczące korbowodu i grupy tłoków: 1 - tłok; 2 - sworzeń tłoka; 3 - korbowód; 4 - wkładki; 5 – osłona korbowodu; 6 – śruby mocowania osłony drążka; 7, 9 - pierścienie zgarniające olej; 8 - ekspander pierścienia zgarniającego olej; 10 - dolny pierścień kompresyjny; 11 - górny pierścień dociskowy
Będziesz potrzebować: przenośna lampa, zestaw płaskich sond, linijka, suwmiarka, suwmiarka, mikrometr, skrobak.
1. Oczyść głowicę tłoka z osadów węglowych. Jeżeli tłok nosi ślady przepaleń, głębokich rys, pęknięć należy wymienić tłok. Oczyścić rowki pierścieni tłokowych. Wygodnie jest to zrobić za pomocą kawałka starego pierścienia.

2. Za pomocą odpowiedniego kawałka drutu oczyść otwory spustowe oleju w tłoku.

3. Skontrolować luzy tłoka pomiędzy pierścieniami i rowkami, wstępnie oczyszcząc pierścienie z osadu. Odstępy powinny być następujące:
- 0,04–0,075 mm dla górnego pierścienia dociskowego;
- 0,03–0,07 mm dla dolnego pierścienia uszczelniającego;
- 0,03–0,13 mm na pierścień zgarniający olej.
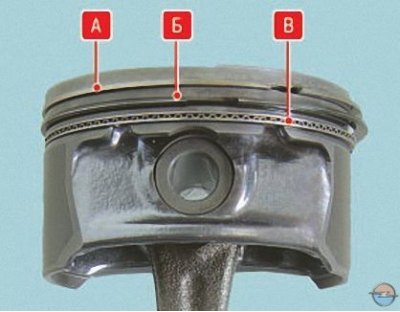
Tak więc pierścienie znajdują się na tłoku: A - górny pierścień uszczelniający; B - dolny pierścień kompresyjny; B - pierścień zgarniający olej.
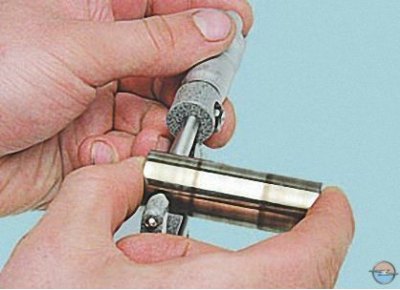
4. Najdokładniejsze szczeliny można określić, mierząc pierścienie i rowki na tłoku. W tym celu należy zmierzyć grubość pierścieni mikrometrem w kilku miejscach na obwodzie, następnie za pomocą zestawu szczelinomierzy zmierzyć szerokość rowków również w kilku miejscach na obwodzie. Oblicz średnie odstępy (różnica między grubością pierścienia a szerokością rowka). Jeśli co najmniej jedna ze szczelin przekracza maksymalną dopuszczalną wartość, wymień tłok na pierścienie.
5. Sprawdź cylindry po obu stronach. Zadrapania, zadrapania i pęknięcia są niedozwolone.
Notatka. Podczas kontroli zalecamy oświetlenie lusterek cylindrów przenośną lampą, dzięki czemu wady będą lepiej widoczne.

6. Zmierz szczeliny w zamkach pierścieni, wkładając pierścień w specjalny trzpień. Jeśli nie ma trzpienia, włóż pierścień do cylindra, w którym pracował (czy też zadziała, jeśli pierścień jest nowy), wsunąć tłok jak trzpień do cylindra tak, aby był osadzony w cylindrze równo, bez zniekształceń i szczelinomierzem zmierzyć szczelinę w pierścieniu zamka.
Szczeliny w zamkach pierścieni powinny być następujące:
- 0,25–0,50 mm dla górnego i dolnego pierścienia zaciskowego;
- 0,25–0,75 mm na pierścień zgarniający olej.
Notatka. Aby zamontować pierścień bez zniekształceń, należy go wsunąć głęboko w cylinder wraz z tłokiem.
7. Zmierzyć średnicę cylindra w dwóch wzajemnie prostopadłych płaszczyznach (X - przed siebie, Y - w poprzek bloku cylindrów) i trzy pasy (A, B i W), jak pokazano na ryc. 2. Do tego potrzebne jest specjalne urządzenie - zacisk. Nominalne wymiary cylindrów podano w tabeli. 1. Owalność nie powinna przekraczać 0,015 mm, zbieżność - 0,01 mm. Jeśli maksymalna wartość zużycia jest większa niż 0,2 mm lub owalność i stożek są większe niż podane wartości, rozwiercić cylindry do najbliższego nadwymiaru tłoków, pozostawiając naddatek 0,03 mm na średnicę honowania. Następnie honowanie cylindrów, zachowując taką średnicę, aby podczas montażu tłoka szacowany luz między nim a cylindrem wynosił 0,03–0,05 mm. Rozwiązywanie problemów, wytaczanie i honowanie bloku należy przeprowadzać w warsztatach ze specjalnym wyposażeniem.
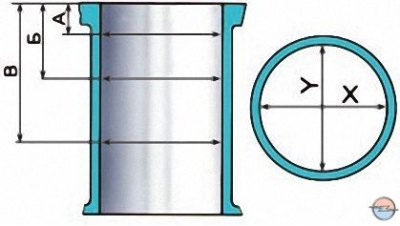
Ryż. 2. Schemat pomiaru cylindra
Patka. 1. Wymiary cylindrów i tłoków silnika A16 XER
| Klasa | Średnica cylindra, mm | Średnica tłoka, mm |
| Wymiary nominalne | ||
| 00 | 78,992–79,008 | 78,833–78,847 |
| 05 | 79,042–79,058 | 78,883–78,997 |
| Rozmiar naprawy | ||
| 00+0,5 | 79,492–75,508 | 79,433–79,447 |
8. Sprawdzić odchylenie od płaskości powierzchni gniazda bloku z głowicą bloku cylindrów. Załóż suwmiarkę (lub władca) na powierzchnię:
- w kierunku wzdłużnym i poprzecznym;
- wzdłuż przekątnych powierzchni.
W każdej pozycji użyj szczelinomierza, aby określić odstęp między linijką a powierzchnią. Jest to odchylenie od płaskości. Jeśli odchylenie jest większe niż 0,1 mm, wymień blok.
9. Sprawdź luzy między tłokami a cylindrami. Szczelina, określona na podstawie różnicy zmierzonych średnic cylindra i tłoka, powinna mieścić się w przedziale 0,03–0,05 mm.
Jeśli szczelina nie przekracza maksymalnego dopuszczalnego, można dobrać tłoki z następnej klasy, aby szczelina była jak najbardziej zbliżona do nominalnej. Jeśli szczelina przekracza maksymalną dopuszczalną wartość, rozwiercić cylindry i zamontować tłoki nadwymiarowe.

Zmierzyć średnicę tłoka w odległości 19 mm od dolnej krawędzi płaszcza tłoka w płaszczyźnie prostopadłej do sworznia tłoka.
10. Podczas wymiany części korbowodu i grupy tłoków konieczne jest wybranie tłoków do cylindrów według klasy i jednej grupy według wagi, sworzni tłokowych do tłoków według klasy i korbowodów według wagi. Aby dopasować tłoki do cylindrów, oblicz odstęp między nimi. Dla wygody doboru tłoków do cylindrów dzielą się one na dwie klasy w zależności od średnic (do 0,05 mm): 00, 05 (patrz tabela. 1).
Części zamienne dostarczane są z tłokami o średnicy nominalnej dwóch klas i średnicy naprawy powiększonej o 0,5 mm.
Do tłoków o wymiarach naprawczych części zamienne dostarczane są z pierścieniami o wymiarach naprawczych powiększonymi o 0,5 mm.
11. Wymień pęknięte sworznie tłokowe. Palec powinien łatwo wejść w tłok siłą kciuka. Włóż palec do tłoka. Jeśli podczas potrząsania palcem wyczuwalny jest luz, wymień tłok. Podczas wymiany tłoka podnieś palec wzdłuż szczeliny do niego. Aby to zrobić, zmierz średnice otworów w piastach tłoka..
12.... i średnicę sworznia tłokowego. Oblicz szczelinę jako różnicę między średnicami otworów i kołka. Luz między sworzniem tłoka a otworami w tłoku powinien wynosić 0,009–0,015 mm.
13. Wymień pęknięte pierścienie i ekspander pierścieni olejowych.
14. Wymień pręty, jeśli są zdeformowane.
15. Wymień korbowód, jeśli podczas demontażu silnika okaże się, że łożyska korbowodu obróciły się w korbowodzie.
Uwaga! Korbowody są przetwarzane razem z osłonami, więc nie można ich zdemontować.

16. Sprawdź wkładki. W przypadku stwierdzenia zagrożeń, zarysowań i rozwarstwień warstwy przeciwciernej na ich powierzchni roboczej należy wymienić okładziny na nowe. Wszystkie łożyska korbowodu są identyczne i wymienne.

17. Zmierz grubość łożysk korbowodu za pomocą mikrometra (patka. 2).
Patka. 2. Parametry łożysk korbowodu silnika A16 XER
| Rozmiar wkładki dousznej | Grubość, mm | Oznaczenie kolorem | Kod |
| Nominalny | 1,485–1,497 | – | 264 N |
| 1. naprawa | 1,610–1,622 | Niebieski | 265 A |
| 2. naprawa | 1,735–1,747 | Biały | 266 B |
Na końcowej powierzchni łożysk korbowodu o wymiarach naprawczych nanoszone jest kolorowe oznaczenie..
... a na nieroboczą powierzchnię wszystkich wkładek nakładany jest kod.

18. Zmierz średnicę Dn czopów korbowodu wału korbowego za pomocą mikrometru.
Średnice czopów korbowodu wału korbowego podano w tabeli. 3.
Patka. 3. Średnice czopów korbowodów wałów korbowych silnika A16 XER
| Rozmiar szyi | Średnica, mm | Oznaczenie kolorem |
| Nominalny | 42,971–42,987 | – |
| 1. naprawa | 42,721–42,737 | Niebieski |
| 2. naprawa | 42,471–42,487 | Biały |
19. Założyć luźne listwy w pręcie i jego osłonie, dokręcić śruby mocujące osłonę momentem 25 Н·м i konsekwentnie dokręcać śruby najpierw o 30°, a następnie o 15°.
20. Zmierz średnicę suwmiarką DP łożysko korbowodu w trzech miejscach na całej szerokości panewki i określić średnią średnicę łożyska korbowodu.
21. Jako różnicę oblicz luz łożyska korbowodu DP i Dn. Dopuszczalny luz łożyska korbowodu wynosi 0,019–0,071 mm.

Notatka. Najdokładniejszy luz łożyska korbowodu można określić za pomocą specjalnego odkształcalnego paska z włókna syntetycznego Plastigage. Zestaw Plastigage składa się z zestawu kilku pasków oraz podziałki.

22. Aby zmierzyć luz łożyska korbowodu za pomocą drutu pomiarowego Plastigage, umieść kawałek drutu na czopie wału korbowego, nasmaruj łożyska korbowodu olejem silnikowym i zamontuj korbowód na czopie wału korbowego.
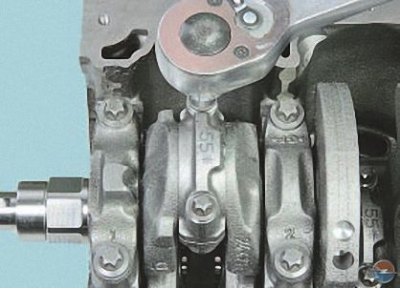
23. Dokręcić śruby mocujące pokrywę momentem 25 Nm i dokręcać śruby kolejno, najpierw o 30°, a następnie o 15°. W takim przypadku korbowód nie może się obracać względem wału korbowego (jeśli pomiary są wykonywane na zdemontowanym wale) lub obrócić wał korbowy (jeśli wał jest zainstalowany w silniku).
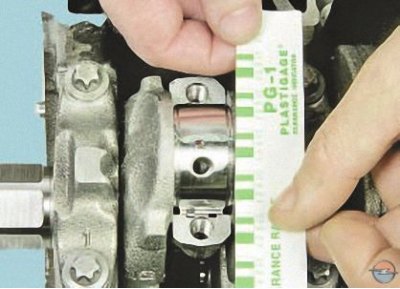
24. Zdejmij osłonę korbowodu i porównaj szerokość odkształconego drutu z podziałkami skali. Wartość każdej działki skali odpowiada określonemu luzowi w łożysku.
Jeśli rzeczywisty prześwit jest mniejszy niż limit, można ponownie użyć zainstalowanych podkładek.
Jeśli szczelina jest większa niż maksymalna dopuszczalna, można wymienić wkładki na tych szyjkach na nowe o nominalnej grubości odpowiedniej klasy.
Jeśli czopy wału korbowego są zużyte i zeszlifowane do rozmiaru naprawy, wymień tuleje na naprawcze (zwiększona grubość).
Szyje są szlifowane, oprócz obecności ogólnego zużycia, jeśli mają wyszczerbienia i ryzyka lub jeśli owalność i zbieżność są większe niż 0,005 mm.
25. Zmierz grubość łożysk głównych za pomocą mikrometra (patka. 4).
Patka. 4. Parametry łożysk głównych silnika A16 XER
| Rozmiar wkładki dousznej | Grubość, mm | Oznaczenie kolorem | Kod |
| 1., 2., 4. i 5. łożysko | |||
| Nominalny | 1,987–1,993 1,993–1,999 | brązowy Zielony | 256 N 257 N |
| 1. naprawa | 2,112–2,118 2,118–2,124 | Brązowy/niebieski Zielono-niebieski | 258 A 259 A |
| 2. naprawa | 2,237–2,243 2,243–2,249 | Brązowo-biały Zielony biały | 260 B 261 B |
| 3. łożysko | |||
| Nominalny | 1,987–1,993 1,993–1,999 | brązowy Zielony | 859 N 860 N |
| 1. naprawa | 2,112–2,118 2,118–2,124 | Brązowy/niebieski Zielono-niebieski | 861 A 862 A |
| 2. naprawa | 2,237–2,243 2,243–2,249 | Brązowo-biały Zielony biały | 863 B 864 B |

26. Zmierz średnicę mikrometrem Dn czopy wału korbowego (patka. 5). Rzeczywisty luz między panewkami łożysk głównych a czopami głównymi wału korbowego określa się metodami opisanymi dla łożysk korbowodu. Dopuszczalny luz łożyska głównego wału korbowego wynosi 0,005–0,059 mm.
Patka. 5. Średnice czopów głównych wału korbowego silnika A16 XER
| Rozmiar szyi | Średnica, mm | Oznaczenie kolorem |
| Nominalny | 54,980–54,997 | Brązowo zielony |
| 1. naprawa | 54,730–54,747 | Brązowo zielony |
| 2. naprawa | 54,482–54,495 | Brązowo zielony |
Jeśli rzeczywisty odstęp projektowy jest mniejszy niż maksymalny dopuszczalny poziom, można ponownie użyć zainstalowanych podkładek.
Jeśli szczelina jest większa niż maksymalna dopuszczalna, można wymienić wkładki na tych szyjkach na nowe o nominalnej grubości odpowiedniej klasy.
Jeśli czopy wału korbowego są zużyte i zeszlifowane do rozmiaru naprawy, wymień tuleje na naprawcze (zwiększona grubość).
Uwaga! Podczas szlifowania korbowodu i czopów głównych wału korbowego na wymiar naprawczy konieczne jest nałożenie odpowiedniego stempla na pierwszy policzek wału korbowego np «W 0,25» i «K 0,25» odpowiednio.
Komentarze gości