
Чищення
1. Зніміть із блоку всі встановлені зовні компоненти та датчики.
2. Упершись тупою виколоткою у край пробки, розгорніть її у своєму посадковому гнізді під 90°. Після того, як всі пробки будуть розгорнуті, їх досить просто витягти з двигуна за допомогою щипців.
3. Зітріть зі сполучної поверхні блоку всі сліди матеріалу старої прокладки, - постарайтеся не залишати подряпин і задир.
4. Викрутіть усі різьбові заглушки масляних галерей. Заглушки можуть бути затягнутими дуже туго, аж до того, що їх доведеться висвердлювати з подальшим відновленням різьблення в блоці. Під час збирання заглушки підлягають заміні.
5. На дизельних двигунах зніміть розпилювачі подачі масла на поршні. На двигунах 1.7 л розпилювачі запресовані в блок і їх зняття може бути зроблено тільки із застосуванням спеціального пристрою Opel, на двигунах 2.0 л розпилювачі закріплені болтами.
6. Зніміть з блоку кришки всіх корінних підшипників і витягніть зі своїх ліжок вкладки останніх. Відразу позначте витягнуті вкладиші за допомогою скотчу на приналежність своєму підшипнику та ліжку в ньому (блок або кришка), потім відкладіть їх убік.
7. При сильному зовнішньому забрудненні двигуна слід доставити його до майстерні автосервісу щодо парової чи термічної обробки.
8. Після повернення блоку з майстерні ще раз ретельно прочистіть усі масляні отвори та галереї – для цієї мети випускаються спеціальні циліндричні щітки особливої форми (питайте в магазинах автомобільних аксесуарів). Промийте порожнини та канали теплою водою, — продовжуйте промивання доти, доки з протилежного боку блоку не почне витікати чиста вода. Ретельно просушіть блок, потім злегка змастіть всі проточені поверхні рідкою олією для захисту від корозії. За наявності доступу до джерела стисненого повітря скористайтеся ним для прискорення процесу сушіння блоку та продування важкодоступних порожнин і каналів.
При роботі зі стисненим повітрям не забувайте одягати захисні окуляри!
9. При сильному забрудненні або зашлаковуванні блоку слід вдатися до щіткового чищення гарячою водою з милом. Не слід намагатися заощадити час за рахунок нехтування ретельністю чищення блоку. Незалежно від обраного способу, простежте за ретельністю прочищення важкодоступних порожнин, каналів та отворів. На закінчення просушіть блок і змастіть проточені поверхні рідкою олією для захисту від корозії.
10. Прогоніть всі різьбові отвори в блоці мітчиком відповідного розміру з метою забезпечення гарантії відповідності показань індикатора динамометричного ключа зусиллям затягування кріплення, що реально розвивається, при складанні двигуна. По можливості, продуйте потім прогнані мітчиком отвори стисненим повітрям, видаливши з них все дрібне сміття та стружку. Закінчивши обробку отворів, пройдіться лежанням по різьбовій частині болтів кріплення кришок підшипників та головки циліндрів.
11. Встановіть кришку корінних підшипників на місце, від руки затягнувши їх кріплення.
12. Змастіть ущільнювальні поверхні нових пробок герметиком типу Permatex No 1 і встановіть їх на свої штатні місця в блоці. Прослідкуйте за перпендикулярністю посадки пробок, - правильніше за все буде скористатися спеціальною циліндричною оправкою, проте її цілком може замінити торцева головка відповідного розміру, яка повинна упиратися лише у внутрішню частину торцевої поверхні пробки (не в буртик!).
13. Змастіть герметиком типу Permatex No 2, що не затвердіває, різьбову частину нових заглушок масляних галерей (альтернативно обмотайте їх стрічкою ФУМ). Вверніть заглушки на штатні місця і затягніть якомога міцніше.
14. На дизельних двигунах запресуйте/болтайте на свої місця розпилювачі подачі масла на поршні.
2. Якщо не збираєтеся відразу ж розпочати збирання двигуна, помістіть блок у великий поліетиленовий пакет для захисту його забруднення.
Перевірка
1. Попередньо блок повинен бути ретельно очищений (див. Зняття колінчастого валу).
2. Зробіть зовнішній огляд блоку щодо виявлення слідів корозії, тріщин та інших ушкоджень. Перевірте стан різьбових отворів. Розумно буде також провести тестування блоку на наявність прихованих тріщин в умовах майстерні автосервісу із застосуванням спеціального діагностичного обладнання. У разі виявлення дефектів блок підлягає відновлювальному ремонту чи заміні.
3. Перевірте стан дзеркал циліндрів.
4. Оцініть величини конусності та овальності циліндрів, що мають місце:
- Виміряйте діаметр кожного з циліндрів у верхньому (безпосередньо під кордоном ступінчастого зносу), центральному та нижньому перерізах у площині паралельної осі колінчастого валу;
- Тепер виміряйте діаметри на тих же трьох рівнях, але в площині перпендикулярної осі блоку;
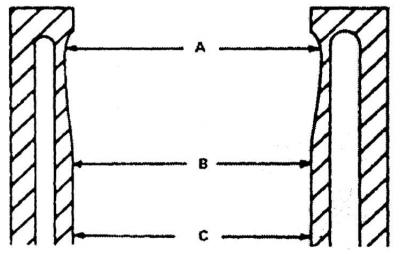
А - Під кордоном ступінчастого зносу
В - У середній частині
С - У нижній частині
- Величину конусності циліндра визначає різниця між результатами вимірювань у верхньому та нижньому перерізах. Овальністю (в даному перерізі циліндра) називається різниця діаметрів, виміряних у паралельній та перпендикулярній осі колінчастого валу площинах.
5. Порівняйте результати перевірки з вимогами (див. Специфікації). Діючи в описаній манері, перевірте по черзі всі циліндри.
Пам'ятайте, що є кілька груп стандартних діаметрів циліндрів, що дозволяють різні виробничі допуски. Маркування розмірної групи зазвичай наноситься на верхній зріз блоку циліндрів.
6. При виявленні помітних дефектів або відхиленні результатів вимірювань від нормативних вимог блок циліндрів підлягає відновлювальній механічній обробці в умовах майстерні автосервісу. Якщо в процесі відновлювального ремонту було виготовлено розточування циліндрів, двигун повинен бути укомплектований новими поршнями ремонтного (з перевищенням) розміру.
Поршні ремонтного розміру (з перевищенням 0.5 мм) виготовляються для всіх двигунів, крім двигунів 1.7 л DOHC (бензинових та дизельних).
7. Якщо стан дзеркал циліндрів у ході виконання перевірки знайдено задовільним при одночасному дотриманні нормативних вимог до форми циліндрів та зазорів посадки в них поршнів (див. Перевірка стану компонентів шатунно-поршневої групи), необхідність у проточці циліндрів відпадає, - достатньо буде лише виконати хонінгування їх дзеркал (див. Хонінгування дзеркал циліндрів).
8. Перевірте площинність поверхні блоку, що сполучається з головкою, — перевірка проводиться в манері, аналогічній описаній для поверхонь, що сполучаються головки циліндрів (див. Чищення та перевірка стану головки циліндрів). Порівняйте результат вимірювань із вимогами (див. Специфікації), у разі потреби віддайте блок у проточку.
Коментарі відвідувачів