
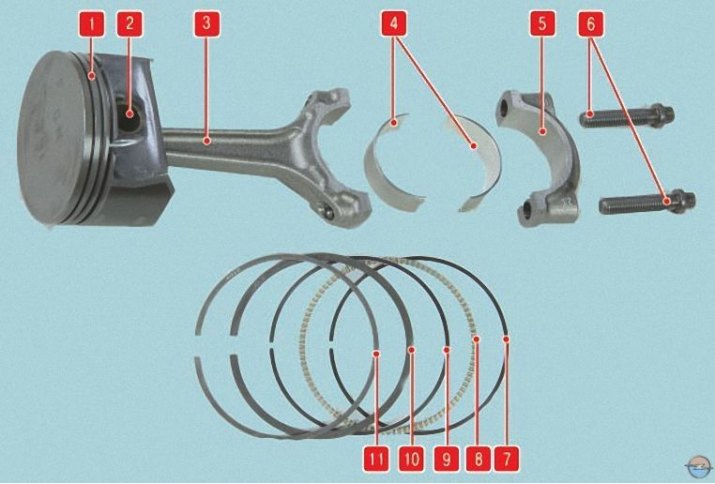
Riža. 1. Pojedinosti skupine klipnjače i klipa: 1 - klip; 2 - osovinica klipa; 3 - klipnjača; 4 - košuljice; 5 – poklopac klipnjače; 6 – vijci za pričvršćivanje poklopca šipke; 7, 9 - prstenovi za struganje ulja; 8 - ekspander prstena strugača ulja; 10 - donji kompresijski prsten; 11 - gornji kompresijski prsten
Trebat će vam: prijenosna svjetiljka, set plosnatih sondi, ravnalo, pomično mjerilo, pomično mjerilo, mikrometar, strugalo.
1. Očistite glavu klipa od naslaga ugljika. Ako klip ima tragove ogrebotina, tragove izgaranja, duboke ogrebotine, pukotine, zamijenite klip. Očistite utore za klipne prstenove. Pogodno je to učiniti s komadom starog prstena.

2. Pomoću odgovarajućeg komada žice očistite otvore za ispuštanje ulja na klipu.

3. Provjerite zazor klipa između prstenova i žljebova, prethodno očistivši prstenove od naslaga. Praznine bi trebale biti sljedeće:
- 0,04–0,075 mm za gornji kompresijski prsten;
- 0,03–0,07 mm za donji kompresijski prsten;
- 0,03–0,13 mm za prsten za struganje ulja.
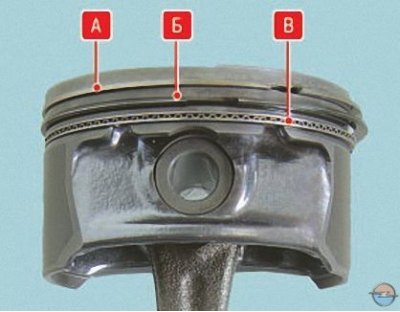
Dakle, prstenovi se nalaze na klipu: A - gornji kompresijski prsten; B - donji kompresijski prsten; B - prsten za struganje ulja.
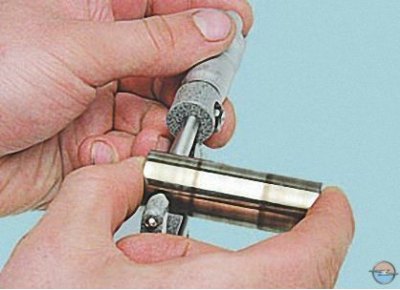
4. Najtočniji razmaci mogu se odrediti mjerenjem prstenova i utora na klipu. Da biste to učinili, izmjerite debljinu prstenova mikrometrom na nekoliko mjesta po obodu, a zatim upotrijebite set mjerača za mjerenje širine utora također na nekoliko mjesta po obodu. Izračunajte prosječne razmake (razlika između debljine prstena i širine utora). Ako barem jedan od razmaka premašuje najveću dopuštenu vrijednost, zamijenite klip prstenovima.
5. Pregledajte cilindre s obje strane. Nisu dopuštene ogrebotine, ogrebotine i pukotine.
Bilješka. Prilikom pregleda preporučamo da ogledala cilindara osvijetlite prijenosnom svjetiljkom, kako bi se nedostaci puno bolje vidjeli.

6. Izmjerite razmake u bravama prstenova umetanjem prstena u poseban trn. Ako nema trna, umetnite prsten u cilindar u kojem je radio (ili će raditi ako je prsten nov), pomaknite klip poput trna u cilindar tako da bude ugrađen u cilindar ravnomjerno, bez izobličenja i izmjerite razmak u prstenastom zatvaraču s mjernom mjerom.
Razmaci u bravama prstenova trebaju biti sljedeći:
- 0,25–0,50 mm za gornje i donje kompresijske prstene;
- 0,25–0,75 mm za prsten za struganje ulja.
Bilješka. Kako biste ugradili prsten bez izobličenja, pomaknite ga klipom duboko u cilindar.
7. Izmjerite promjer cilindra u dvije međusobno okomite ravnine (X - zajedno, Y - preko bloka cilindra) i tri pojasa (A, B i U), kao što je prikazano na sl. 2. Za to je potreban poseban uređaj - čeljust. Nazivne mjere cilindara date su u tablici. 1. Ovalnost ne smije biti veća od 0,015 mm, konus - 0,01 mm. Ako je maksimalna vrijednost istrošenosti veća od 0,2 mm ili su ovalnost i konus veći od navedenih vrijednosti, izbušite cilindre do najbliže veće veličine klipova, ostavljajući dopuštenje od 0,03 mm za promjer honanja. Zatim brušenje cilindara, održavajući takav promjer da je pri ugradnji klipa procijenjeni razmak između njega i cilindra bio 0,03–0,05 mm. Otklanjanje kvarova, bušenje i brušenje bloka treba provoditi u radionicama s posebnom opremom.
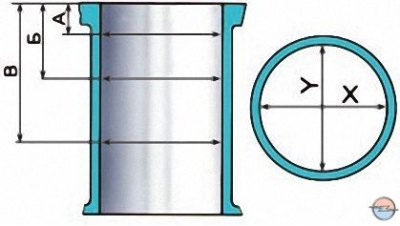
Riža. 2. Shema mjerenja cilindra
Tab. 1. Dimenzije cilindara i klipova motora A16 XER
| Klasa | Promjer cilindra, mm | Promjer klipa, mm |
| Nazivne mjere | ||
| 00 | 78,992–79,008 | 78,833–78,847 |
| 05 | 79,042–79,058 | 78,883–78,997 |
| Veličina popravka | ||
| 00+0,5 | 79,492–75,508 | 79,433–79,447 |
8. Provjerite odstupanje od ravnosti površine utičnice bloka s glavom bloka cilindara. Pričvrstite čeljust (ili vladar) na površinu:
- u uzdužnom i poprečnom smjeru;
- po dijagonalama površine.
Na svakoj poziciji upotrijebite mjerni metar za određivanje razmaka između ravnala i površine. Ovo je odstupanje od ravnosti. Ako je odstupanje veće od 0,1 mm, zamijenite blok.
9. Provjerite zazore između klipova i cilindara. Razmak, određen razlikom između izmjerenih promjera cilindra i klipa, trebao bi biti u rasponu od 0,03–0,05 mm.
Ako zazor ne prelazi najveći dopušteni, mogu se odabrati klipovi iz sljedeće klase tako da zazor bude što bliži nazivnom. Ako razmak premašuje najveći dopušteni, probušite cilindre i ugradite veće klipove.

Izmjerite promjer klipa na udaljenosti od 19 mm od donjeg ruba ivice klipa u ravnini okomitoj na osovinicu klipa.
10. Pri zamjeni dijelova grupe klipnjača i klipa potrebno je odabrati klipove za cilindre po klasama i jednu grupu po masi, klipnjače za klipove po klasama i klipnjače po masi. Kako biste uskladili klipove s cilindrima, izračunajte razmak između njih. Radi praktičnosti odabira klipova za cilindre, oni su podijeljeni u dvije klase ovisno o promjeru (kroz 0,05 mm): 00, 05 (vidi tablicu. 1).
Rezervni dijelovi se isporučuju s klipovima nazivne veličine dvije klase i veličine za popravak uvećane za 0,5 mm.
Za klipove reparaturnih dimenzija rezervni dijelovi se isporučuju s prstenovima reparaturnih dimenzija uvećanih za 0,5 mm.
11. Zamijenite napuknute osovinice klipa. Prst bi trebao lako ući u klip snagom palca. Umetnite prst u klip. Ako se osjeti zračnost pri tresenju prsta, zamijenite klip. Prilikom zamjene klipa, podignite prst duž zazora do njega. Da biste to učinili, izmjerite promjere rupa u čepovima klipa..
12.... i promjer osovinice klipa. Izračunajte razmak kao razliku između promjera rupa i klina. Zazor između osovinice klipa i rupa u klipu treba biti 0,009–0,015 mm.
13. Zamijenite slomljene prstenove i ekspander uljnih prstenova.
14. Zamijenite šipke ako su deformirane.
15. Zamijenite klipnjaču ako se prilikom rastavljanja motora ustanovi da su se ležajevi klipnjače okrenuli u klipnjači.
Pažnja! Klipnjače se obrađuju zajedno s poklopcima, tako da se ne mogu rastaviti.

16. Pregledajte košuljice. Ako se na njihovoj radnoj površini nađu rizici, ogrebotine i raslojavanje sloja protiv trenja, zamijenite obloge novima. Svi ležajevi klipnjača su identični i međusobno zamjenjivi.

17. Mikrometrom izmjerite debljinu ležaja klipnjače (tab. 2).
Tab. 2. Parametri ležaja klipnjače motora A16 XER
| Veličina slušalice | Debljina, mm | Označavanje bojom | Kodirati |
| Nominalni | 1,485–1,497 | – | 264 N |
| 1. popravak | 1,610–1,622 | Plava | 265 A |
| 2. popravak | 1,735–1,747 | Bijela | 266 B |
Na čeonoj površini ležaja klipnjače popravnih dimenzija nanosi se oznaka u boji..
... i šifra se nanosi na neradnu površinu svih obloga.

18. Mikrometrom izmjerite promjer Dn rukavaca klipnjače koljenastog vratila.
Promjeri rukavaca klipnjača koljenastog vratila navedeni su u tablici. 3.
Tab. 3. Promjeri rukavaca klipnjača koljenastog vratila motora A16 XER
| Veličina vrata | Promjer, mm | Označavanje bojom |
| Nominalni | 42,971–42,987 | – |
| 1. popravak | 42,721–42,737 | Plava |
| 2. popravak | 42,471–42,487 | Bijela |
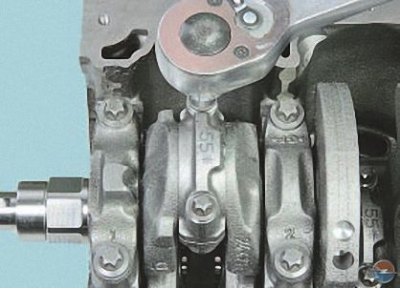
19. Postavite labave listove u šipku i njen poklopac, zategnite vijke za pričvršćivanje poklopca momentom od 25 Н·м i dosljedno zategnite vijke prvo na 30°, a zatim na 15°.
20. Izmjerite promjer kalibrom Dp ležaj klipnjače na tri mjesta po širini kućišta i odrediti prosječni promjer ležaja klipnjače.
21. Izračunajte zazor ležaja klipnjače kao razliku Dp i Dn. Dopušteni zazor ležaja klipnjače je 0,019–0,071 mm.

Bilješka. Najtočniji zazor ležaja klipnjače može se odrediti korištenjem posebne deformabilne trake od sintetičkih vlakana Plastigage. Plastigage kit sastoji se od seta od nekoliko traka i ljestvice.

22. Za mjerenje zazora ležaja klipnjače pomoću Plastigage mjerne žice, stavite komad žice na rukavac radilice, podmažite ležajeve klipnjače motornim uljem i postavite klipnjaču na rukavac radilice.
23. Zategnite pričvrsne vijke poklopca zakretnim momentom od 25 Nm i zategnite vijke uzastopno, prvo za 30°, a zatim za 15°. U tom slučaju klipnjača se ne smije okretati u odnosu na koljenasto vratilo (ako se mjerenja vrše na uklonjenoj osovini) ili okretati radilicu (ako je osovina ugrađena u motor).
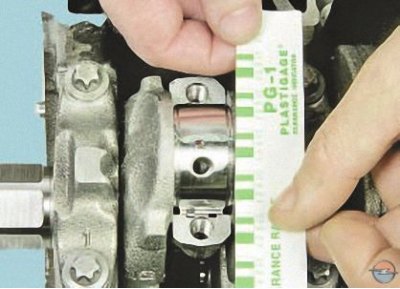
24. Uklonite poklopac klipnjače i usporedite širinu deformirane žice s podjelama na skali. Vrijednost svakog podjela skale odgovara određenom zazoru u ležaju.
Ako je stvarni zazor manji od ograničenja, možete ponovno upotrijebiti ugrađene obloge.
Ako je razmak veći od maksimalno dopuštenog, možete zamijeniti obloge na tim vratovima s novima nominalne debljine odgovarajuće klase.
Ako su rukavci radilice istrošeni i brušeni na veličinu za popravak, zamijenite košuljice onima za popravak (povećana debljina).
Vratovi se bruse, osim prisutnosti općeg trošenja, ako imaju ureze i rizike ili ako su ovalnost i suženost veći od 0,005 mm.
25. Mikrometrom izmjerite debljinu glavnih ležajeva (tab. 4).
Tab. 4. Parametri glavnih ležajeva motora A16 XER
| Veličina slušalice | Debljina, mm | Označavanje bojom | Kodirati |
| 1., 2., 4. i 5. ležaj | |||
| Nominalni | 1,987–1,993 1,993–1,999 | smeđa zelena | 256 N 257 N |
| 1. popravak | 2,112–2,118 2,118–2,124 | Smeđe/plavo Zeleno/plavo | 258 A 259 A |
| 2. popravak | 2,237–2,243 2,243–2,249 | Smeđa/bijela Zeleno/bijelo | 260 B 261 B |
| 3. ležaj | |||
| Nominalni | 1,987–1,993 1,993–1,999 | smeđa zelena | 859 N 860 N |
| 1. popravak | 2,112–2,118 2,118–2,124 | Smeđe/plavo Zeleno/plavo | 861 A 862 A |
| 2. popravak | 2,237–2,243 2,243–2,249 | Smeđa/bijela Zeleno/bijelo | 863 B 864 B |

26. Izmjerite promjer mikrometrom Dn rukavci koljenastog vratila (tab. 5). Stvarni zazor između ljuski glavnih ležajeva i glavnih rukavaca radilice određuje se metodama opisanim za ležajeve klipnjača. Dopušteni zazor glavnog ležaja radilice je 0,005–0,059 mm.
Tab. 5. Promjeri glavnih rukavaca koljenastog vratila motora A16 XER
| Veličina vrata | Promjer, mm | Označavanje bojom |
| Nominalni | 54,980–54,997 | Smeđa, zelena |
| 1. popravak | 54,730–54,747 | Smeđa, zelena |
| 2. popravak | 54,482–54,495 | Smeđa, zelena |
Ako je stvarni projektirani razmak manji od maksimalno dopuštenog, možete ponovno upotrijebiti ugrađene obloge.
Ako je razmak veći od maksimalno dopuštenog, možete zamijeniti obloge na tim vratovima s novima nominalne debljine odgovarajuće klase.
Ako su rukavci radilice istrošeni i brušeni na veličinu za popravak, zamijenite košuljice onima za popravak (povećana debljina).
Pažnja! Kod ponovnog brušenja klipnjače i glavnih rukavaca koljenastog vratila na reparaturnu mjeru potrebno je staviti odgovarajući žig na prvi obraz koljenastog vratila, npr «W 0,25» i «K 0,25» odnosno.
Komentari posjetitelja