
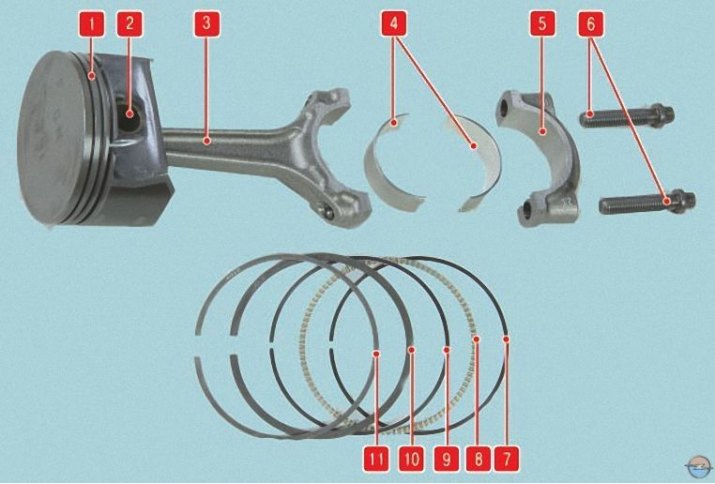
Мал. 1. Деталі шатунно-поршневої групи: 1 – поршень; 2 – поршневий палець; 3 – шатун; 4 – вкладиші; 5 – кришка шатуна; 6 – болти кріплення кришки шатуна; 7, 9 – маслознімні кільця; 8 - розширювач маслознімних кілець; 10 - нижнє компресійне кільце; 11 – верхнє компресійне кільце
Вам знадобляться: переносна лампа, набір плоских щупів, лінійка, штангенциркуль, нутромір, мікрометр, шабер.
1. Очистіть головку поршня від нагару. Якщо на поршні є задираки, сліди прогару, глибокі подряпини, тріщини, замініть поршень. Прочистіть канавки під поршневі кільця. Це зручно робити уламком старого кільця.

2. Придатним шматком дроту прочистіть у поршні отвори для стоку олії.

3. Перевірте на поршні зазори між кільцями та канавками, попередньо очистивши кільця від нагару. Зазори мають бути такими:
- 0,04-0,075 мм для верхнього компресійного кільця;
- 0,03-0,07 мм для нижнього компресійного кільця;
- 0,03-0,13 мм для маслознімного кільця.
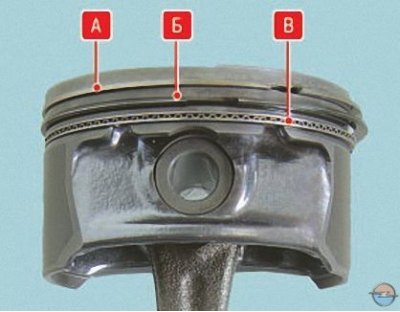
Так розташовані кільця на поршні: А - верхнє компресійне кільце; Б - нижнє компресійне кільце; В - маслознімне кільце.
4. Найбільш точно зазори можна визначити виміром кілець і канавок на поршні. Для цього заміряйте мікрометром товщину кілець у кількох місцях по колу, потім за допомогою набору щупів заміряйте ширину канавок також у кількох місцях по колу. Обчисліть середні значення зазорів (різниця між товщиною кільця та шириною канавки). Якщо хоча б один із проміжків перевищує гранично допустиме значення, замініть поршень з кільцями.
5. Огляньте циліндри з обох боків. Подряпини, задираки та тріщини не допускаються.
Примітка. При огляді рекомендуємо висвітлювати дзеркала циліндрів переносною лампою, тому дефекти видно значно краще.

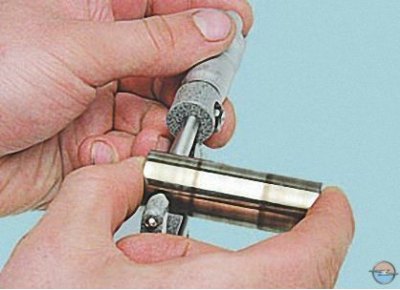
6. Виміряйте зазори в замках кілець, вставивши кільце у спеціальну оправку. За відсутності оправки вставте кільце в циліндр, в якому воно працювало (або працюватиме, якщо кільце нове), просуньте поршнем як оправкою кільце в циліндр, щоб воно встановилося в циліндрі рівно, без перекосів і виміряйте щупом зазор у замку кільця.
Зазори в замках кілець мають бути такими:
- 0,25–0,50 мм для верхнього та нижнього компресійних кілець;
- 0,25–0,75 мм для олійного кільця.
Примітка. Щоб встановити кільце без перекосу, просуньте його вглиб циліндра поршнем.
7. Виміряйте діаметр циліндра у двох взаємно перпендикулярних площинах (X — вздовж, Y — упоперек блоку циліндрів) і в трьох поясах ( А, Б і В), як показано на рис. 2. Для цього необхідний спеціальний прилад – нутромір. Номінальні розміри циліндрів наведено у табл. 1. Овальність має перевищувати 0,015 мм, конусність – 0,01 мм. Якщо максимальне значення зношування більше 0,2 мм або овальність і конусність більше зазначених значень, розточіть циліндри до найближчого ремонтного розміру поршнів, залишивши припуск 0,03 мм на діаметр під хонінгування. Потім відхонінгуйте циліндри, витримуючи такий діаметр, щоб при установці поршня розрахунковий зазор між ним та циліндром був 0,03–0,05 мм. Дефектування, розточування і хонінгування блоку проводите в майстернях, що мають спеціальне обладнання.
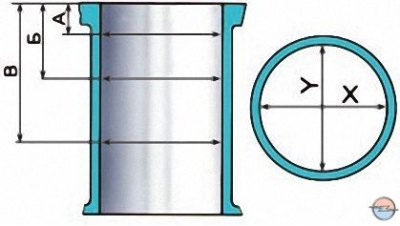
Мал. 2. Схема вимірювання циліндра
Табл. 1. Розміри циліндрів та поршнів двигуна A16 XER
| Клас | Діаметр циліндра, мм | Діаметр поршня, мм |
| Номінальні розміри | ||
| 00 | 78,992–79,008 | 78,833–78,847 |
| 05 | 79,042–79,058 | 78,883–78,997 |
| Ремонтний розмір | ||
| 00+0,5 | 79,492–75,508 | 79,433–79,447 |
8. Перевірте відхилення від площини поверхні роз'єму блоку з головкою блоку циліндрів. Прикладіть штангенциркуль (або лінійку) до поверхні:
- у поздовжньому та поперечному напрямках;
- по діагоналях поверхні.
У кожному положенні плоским щупом визначте проміжок між лінійкою і поверхнею. Це і є відхилення від площинності. Якщо відхилення більше 0,1 мм, замініть блок.
9. Перевірте зазори між поршнями та циліндрами. Зазор, який визначається різницею вимірюваних діаметрів циліндра і поршня, повинен бути в межах 0,03-0,05 мм.
Якщо зазор не перевищує гранично допустимий, можна підібрати поршні з наступного класу, щоб зазор був якомога ближче до номінального. Якщо зазор перевищує гранично допустимий, розточіть циліндри та встановіть поршні ремонтного розміру.

Діаметр поршня виміряйте на відстані 19 мм від нижнього краю спідниці поршня в площині перпендикулярній поршневому пальцю.
10. При заміні деталей шатунно-поршневої групи необхідно підібрати поршні до циліндрів за класом та однієї групи за масою, поршневі пальці до поршня за класом і шатуни за масою. Для підбору поршнів до циліндрів обчисліть проміжок між ними. Для зручності підбору поршнів до циліндрів їх ділять залежно від діаметрів на два класи (через 0,05 мм): 00, 05 (див. табл. 1).
У запасні частини постачають поршні номінального розміру двох класів та ремонтного розміру, збільшеного на 0,5 мм.
Для поршнів ремонтних розмірів запчастини поставляють кільця ремонтних розмірів, збільшених на 0,5 мм.
11. Поршневі пальці з тріщинами замініть. Палець повинен легко входити в поршень зусилля великого пальця руки. Вставте палець у поршень. Якщо при похитуванні пальця відчувається люфт, замініть поршень. При заміні поршня підберіть до нього палець із зазором. Для цього виміряйте діаметри отворів у бобишках поршня.
12. …і діаметр поршневого пальця. Розрахуйте зазор як різницю діаметрів отворів та пальця. Зазор між поршневим пальцем та отворами в поршні повинен становити 0,009-0,015 мм.
13. Замініть зламані кільця та розширювач олійного кільця.
14. Замініть шатуни, якщо вони деформовані.
15. Замініть шатун, якщо при розбиранні двигуна виявлено, що шатунні вкладиші перевірили в шатуні.
Увага! Шатуни обробляють разом із кришками, тому їх не можна розукомплектовувати.

16. Огляньте вкладки. Якщо на їхній робочій поверхні виявлено ризики, задираки та відшарування антифрикційного шару, замініть вкладки новими. Всі шатунні вкладиші однакові та взаємозамінні.

17. Виміряйте мікрометром товщину шатунних вкладишів (табл. 2).
Табл. 2. Параметри шатунних вкладишів двигуна A16 XER
| Розмір вкладиша | Товщина, мм | Кольорове маркування | Код |
| Номінальний | 1,485–1,497 | – | 264 N |
| 1-й ремонтний | 1,610–1,622 | Синя | 265 A |
| 2-й ремонтний | 1,735–1,747 | Біла | 266 B |
На торцеву поверхню шатунних вкладишів ремонтних розмірів нанесено кольорове маркування.
…а на неробочу поверхню всіх вкладок нанесений код.

18. Виміряйте мікрометром діаметр Dн шатунних шийок колінчастого валу.
Діаметри шатунних шийок колінчастого валу вказані у табл. 3.
Табл. 3. Діаметри шатунних шийок колінчастих валів двигуна A16 XER
| Розмір шийки | Діаметр, мм | Кольорове маркування |
| Номінальний | 42,971–42,987 | – |
| 1-й ремонтний | 42,721–42,737 | Синя |
| 2-й ремонтний | 42,471–42,487 | Біла |
19. Встановіть вкладиші в шатун та його кришку, затягніть болти кріплення кришки моментом 25 Нм і послідовно доверніть болти спочатку на 30°, а потім на 15°.
20. Виміряйте нутрометром діаметр Dп шатунного підшипника в трьох місцях по ширині вкладки і визначте середній діаметр шатунного підшипника.
21. Розрахуйте зазор підшипника шатуна як різницю Dп і Dн. Допустимий зазор підшипника шатуна становить 0,019-0,071 мм.

Примітка. Найбільш точно зазор підшипника шатуна можна визначити, використовуючи спеціальну смугу, що деформується Plastigage з синтетичного волокна. Комплект Plastigage складається з набору кількох смужок та шкали.

22. Для вимірювання зазору підшипника шатуна з використанням калібрувального дроту Plastigage покладіть відрізок дроту на шатунну шийку колінчастого валу, змастіть шатунні підшипники моторним маслом і встановіть шатун на шийку колінчастого валу.
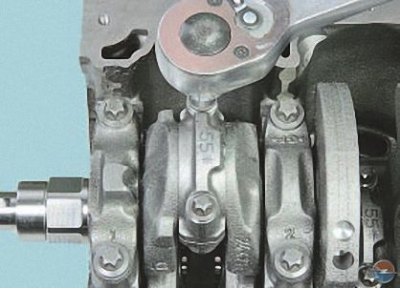
23. Затягніть болти кріплення кришки моментом 25 Нм і послідовно доверніть болти спочатку на 30°, а потім на 15°. При цьому не можна повертати шатун щодо колінчастого валу (якщо вимірювання проводяться на знятому валу) або обертати колінчастий вал (якщо вал встановлений у двигун).
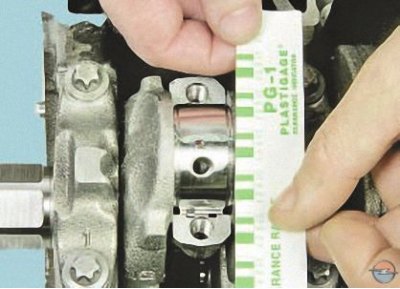
24. Зніміть кришку шатуна та порівняйте ширину деформованого дроту з поділками шкали. Величині кожного поділу шкали відповідає певний зазор у підшипнику.
Якщо фактичний зазор менший за гранично допустимий, можна знову використовувати вкладки, які були встановлені.
Якщо зазор більше гранично допустимого, можна замінити вкладиші на цих шийках новими номінальною товщиною, що підходить класу.
Якщо шийки колінчастого валу зношені та перешліфовані до ремонтного розміру, замініть вкладки ремонтними (збільшеної товщини).
Шийки шліфують, крім наявності загального зносу, якщо на них є забоїни та ризики або якщо овальність та конусність становлять понад 0,005 мм.
25. Виміряйте мікрометром товщину корінних вкладишів (табл. 4).
Табл. 4. Параметри корінних вкладишів двигуна A16 XER
| Розмір вкладиша | Товщина, мм | Кольорове маркування | Код |
| 1, 2, 4 та 5-й підшипники | |||
| Номінальний | 1,987–1,993 1,993–1,999 | Коричнева Зелена | 256 N 257 N |
| 1-й ремонтний | 2,112–2,118 2,118–2,124 | Коричнева/синя Зелена/синя | 258 A 259 A |
| 2-й ремонтний | 2,237–2,243 2,243–2,249 | Коричнева/біла Зелена/біла | 260 B 261 B |
| 3-й підшипник | |||
| Номінальний | 1,987–1,993 1,993–1,999 | Коричнева Зелена | 859 N 860 N |
| 1-й ремонтний | 2,112–2,118 2,118–2,124 | Коричнева/синя Зелена/синя | 861 A 862 A |
| 2-й ремонтний | 2,237–2,243 2,243–2,249 | Коричнева/біла Зелена/біла | 863 B 864 B |

26. Виміряйте мікрометром діаметр Dн корінних шийок колінчастого валу (табл. 5). Фактичний зазор між вкладишами корінних підшипників та корінними шийками колінчастого валу визначається за методиками, викладеними для шатунних вкладишів. Допустимий зазор корінного підшипника колінчастого валу становить 0,005-0,059 мм.
Табл. 5. Діаметри корінних шийок колінчастого валу двигуна A16 XER
| Розмір шийки | Діаметр, мм | Кольорове маркування |
| Номінальний | 54,980–54,997 | Коричнева, зелена |
| 1-й ремонтний | 54,730–54,747 | Коричнева, зелена |
| 2-й ремонтний | 54,482–54,495 | Коричнева, зелена |
Якщо фактичний розрахунковий зазор менший за гранично допустимий, можна знову використовувати вкладки, які були встановлені.
Якщо зазор більше гранично допустимого, можна замінити вкладиші на цих шийках новими номінальною товщиною, що підходить класу.
Якщо шийки колінчастого валу зношені та перешліфовані до ремонтного розміру, замініть вкладки ремонтними (збільшеної товщини).
Увага! При перешліфуванні шатунних і корінних шийок колінчастого валу на ремонтний розмір необхідно поставити на першій щоці колінчастого валу відповідне тавро, наприклад «Ш 0,25» і «К 0,25» відповідно.
Коментарі відвідувачів