
Провера статуса
Док су лежајеви радилице обавезни током ремонта мотора, старе лежајеве треба чувати ради ближег погледа на њихово стање, што може пружити много корисних информација о укупном стању мотора. Пратећа илустрација показује примере типичних дефеката шкољке лежаја.
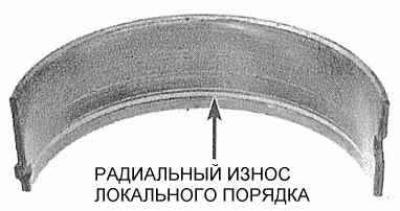
Типични примери хабања лежајева

ЗАМОРНА ДЕФОРМАЦИЈА

ПРЉАВИ УВОД

ПРЕВЕЛИКО ХАБАЊЕ

ПООР ФИТ

НЕДОСТАТАК МАЗИВА
НЕЦК ТОНЕ
До квара лежаја може доћи због недостатка подмазивања, честица прљавштине, преоптерећења мотора и корозије. Без обзира на природу кварова, узрок оштећења облога мора бити елиминисан током ремонта мотора како би се избегло понављање.
За преглед, уклоните шкољке лежајева из њихових лежишта у блоку мотора/главама клипњаче и поклопцима главне/окретне шипке и положите их по редоследу уградње на чисту радну површину. Организација постављања кошуљица ће омогућити повезивање природе идентификованих недостатака са стањем одговарајућих рукаваца вратила.
Прљавштина и стране честице улазе у мотор на различите начине. Могу се оставити унутар јединице током монтаже јединице, или могу проћи кроз филтере или систем за вентилацију картера. Све честице које уђу у моторно уље на крају, пре или касније, заврше у лежајевима. Често су металне струготине уграђене у мекани материјал кошуљица, које се формирају током нормалног рада унутрашњих компоненти мотора. Постоји велика вероватноћа присуства трагова абразива у лежајевима, посебно када није посвећена дужна пажња чишћењу блока након завршетка ремонта мотора. Без обзира на начин на који стране честице улазе у мотор, постоји велика вероватноћа да ће оне бити уграђене у меку површину шкољки лежаја радилице и лако се идентификују визуелним прегледом потоњег. Велике честице се обично не задржавају у облогама, али остављају уочљиве трагове у виду огреботина, шупљина и огреботина на њиховој површини и површини рукаваца осовине. Најбоља гаранција против ове врсте невоља је одговоран однос према чишћењу компоненти након завршетка ремонта мотора и пажња на чистоћу током монтаже. Честе, редовне промене моторног уља такође могу значајно продужити животни век лежаја.
Изгладњивање уља може бити резултат неколико различитих, али често повезаних појава. Дакле, прегревање мотора доводи до разблаживања моторног уља и његовог померања из радних зазора лежајева. Недостатак подмазивања лежајева може се приписати превеликим радним зазорима као и нормалним цурењима (унутрашње или спољашње). Уобичајени узрок истискивања уља из зазора лежајева је константно прекорачење броја обртаја мотора. Кршење проходности токова уља (обично повезано са неусклађеношћу рупа приликом уградње компоненти) такође доводи до смањења довода мазива у лежајеве. Типичан резултат гладовања уља је потпуно или локално брисање/удубљење површинског слоја облога од металне подлоге. У овом случају, радна температура може порасти до таквог нивоа да подлога добије плавичасту нијансу као резултат прегревања.
Стил вожње власника аутомобила такође има значајан утицај на радни век лежајева. Вожња при малој брзини у високом степену преноса доводи до значајних преоптерећења лежајева, праћених померањем уљног филма из њихових радних зазора. Овакво преоптерећење доводи до повећања пластичности облога и појаве пукотина у површинском слоју (напрезање замора). У овом случају, површински материјал почиње да се мрви и одваја од челичне подлоге. Рад аутомобила у урбаном циклусу (честа путовања на кратке удаљености) доводи до развоја корозије лежајева због чињенице да недовољно загревање мотора доводи до кондензације и ослобађања хемијски агресивних гасова. Ови производи се акумулирају у моторном уљу, формирајући шљаке и киселине. Ако такво уље уђе у лежајеве, агресивне супстанце доприносе развоју корозије облога.
Неправилна уградња кошуљица током монтаже мотора такође може изазвати њихово брзо уништење. Превише чврсто приањање не обезбеђује потребан радни зазор лежајева, што доводи до њиховог изгладњивања уља. Резултат уласка испод кошуљице (приликом њиховог постављања) страних честица је формирање узвишења, површински слој са којих се брзо брише.
Уметни избор
У случају хабања или оштећења шкољки лежаја, као и када се не може постићи исправан радни зазор, ситуација се може исправити на доле описан начин, одабиром и уградњом нових шкољки. Без обзира на метод који се користи за одређивање потребне величине чахуре, зазори у раду лежајева морају се затим проверити помоћу Пластигаге мерног сета.
Ако није могуће правилно исправити вредност радних зазора избором кошуљица, вратило треба заменити.
Обично избор кошуљице врше стручњаци који су направили жлеб на вратима. Величина нових кошуљица је одређена дубином жлеба врата. Урезивање се обично изводи у корацима од 0,25 мм. У неким случајевима, главни и клипњачки носачи су машински обрађени на различитим дубинама. Обрађена осовина се обично означава у складу са тим. Тако, на пример, означавање типа «10-10» обично значи да су оба сета врата машински обрађена до дубине од 0,010 инча (0.25мм) а слушалице одговарајуће величине треба одабрати са смањењем. Идентификационе ознаке на задњој страни чауре користе стручњаци приликом одређивања групе величина лежајева.
Коментари посетилаца