
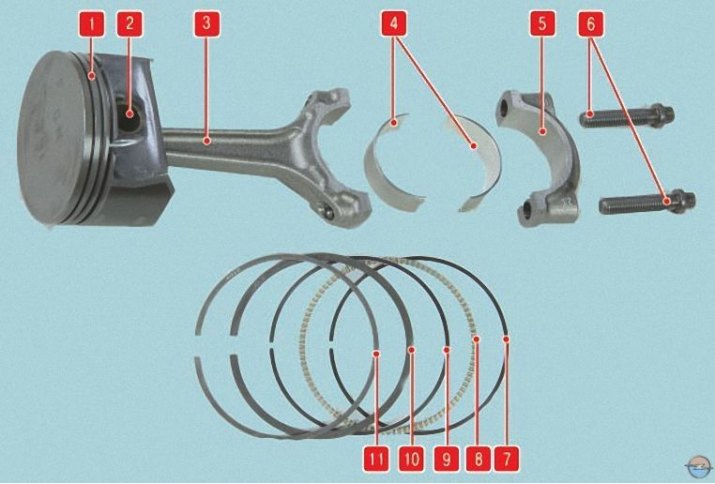
Сл. 1. Детаљи клипњаче и клипне групе: 1 - клип; 2 - клипни клип; 3 - клипњача; 4 - кошуљице; 5 – поклопац клипњаче; 6 – вијци за причвршћивање поклопца шипке; 7, 9 - прстенови за стругање уља; 8 - експандер прстена за стругање уља; 10 - доњи компресиони прстен; 11 - горњи компресиони прстен
Биће вам потребно: преносива лампа, сет равних пипа, лењир, чељуст, мерач, микрометар, стругач.
1. Очистите главу клипа од наслага угљеника. Ако клип има трагове огреботина, трагове изгорелости, дубоке огреботине, пукотине, замените клип. Очистите жлебове за клипне прстенове. Погодно је то учинити са комадом старог прстена.

2. Користећи одговарајући комад жице, очистите отворе за испуштање уља на клипу.

3. Проверите зазоре клипа између прстенова и жлебова, претходно очистивши прстенове од наслага. Празнине треба да буду следеће:
- 0,04–0,075 мм за горњи компресијски прстен;
- 0,03–0,07 мм за доњи компресијски прстен;
- 0,03–0,13 мм за прстен за стругање уља.
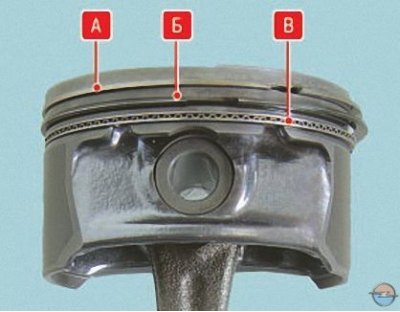
Дакле, прстенови се налазе на клипу: А - горњи компресијски прстен; Б - доњи компресиони прстен; Б - прстен за стругање уља.
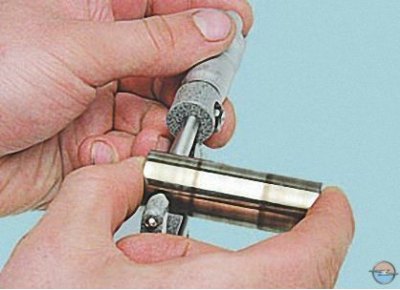
4. Најтачније празнине се могу одредити мерењем прстенова и жлебова на клипу. Да бисте то урадили, измерите дебљину прстенова микрометром на неколико места по ободу, а затим помоћу комплета мерача за мерење измерите ширину жлебова такође на неколико места по ободу. Израчунајте просечне клиренсе (разлика између дебљине прстена и ширине жлеба). Ако бар један од размака премашује максималну дозвољену вредност, замените клип прстеновима.
5. Прегледајте цилиндре са обе стране. Огреботине, огреботине и пукотине нису дозвољени.
Белешка. Приликом прегледа препоручујемо да огледала цилиндара осветлите преносном лампом, како би се недостаци много боље видели.

6. Измерите празнине у бравама прстенова уметањем прстена у посебан трн. Ако нема трна, убаците прстен у цилиндар у коме је радио (или ће радити ако је прстен нов), померити клип као трн у цилиндар тако да се угради у цилиндар равномерно, без изобличења и мерилцем измерити зазор у прстенастој брави.
Празнине у бравама прстенова треба да буду следеће:
- 0,25–0,50 мм за горњи и доњи компресиони прстен;
- 0,25–0,75 мм за прстен за стругање уља.
Белешка. Да бисте уградили прстен без изобличења, померите га дубоко у цилиндар са клипом.
7. Измерити пречник цилиндра у две међусобно управне равни (Кс - дуж, И - преко блока цилиндра) и три појаса (А, Б и Б), као што је приказано на сл. 2. За ово је потребан посебан уређај - чељуст. Називне димензије цилиндара су дате у табели. 1. Овалност не би требало да прелази 0,015 мм, конус - 0,01 мм. Ако је максимална вредност хабања већа од 0,2 мм, или су овалност и конус већи од наведених вредности, пробушите цилиндре до најближе веће величине клипова, остављајући 0,03 мм за пречник хонања. Затим брусите цилиндре, одржавајући такав пречник да је приликом уградње клипа процењени зазор између њега и цилиндра био 0,03–0,05 мм. Отклањање кварова, бушење и брушење блока треба да се обављају у радионицама са посебном опремом.
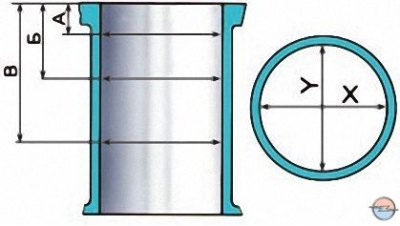
Сл. 2. Шема мерења цилиндра
Таб. 1. Димензије цилиндара и клипова мотора А16 КСЕР
| Класа | Пречник цилиндра, мм | Пречник клипа, мм |
| Називне димензије | ||
| 00 | 78,992–79,008 | 78,833–78,847 |
| 05 | 79,042–79,058 | 78,883–78,997 |
| Величина поправке | ||
| 00+0,5 | 79,492–75,508 | 79,433–79,447 |
8. Проверите одступање од равности површине утичнице блока са главом блока цилиндара. Причврстите чељуст (или владара) на површину:
- у уздужном и попречном правцу;
- по дијагоналама површине.
На свакој позицији користите мерач за мерење да одредите размак између лењира и површине. Ово је одступање од равности. Ако је одступање веће од 0,1 мм, замените блок.
9. Проверите зазоре између клипова и цилиндара. Размак, одређен разликом између измерених пречника цилиндра и клипа, треба да буде у опсегу од 0,03-0,05 мм.
Ако зазор не прелази максимално дозвољени, клипови из следеће класе се могу одабрати тако да зазор буде што ближе номиналном. Ако зазор прелази максимално дозвољени, избушите цилиндре и уградите клипове великих димензија.

Измерите пречник клипа на растојању од 19 мм од доње ивице сукње клипа у равни која је окомита на клип.
10. Приликом замене делова клипњаче и клипне групе потребно је изабрати клипове за цилиндре по класи и једну групу по тежини, клипове клипова по класи и клипњаче по тежини. Да бисте ускладили клипове са цилиндрима, израчунајте размак између њих. За погодност избора клипова за цилиндре, они су подељени у две класе у зависности од пречника (преко 0,05 мм): 00, 05 (види табелу. 1).
Резервни делови се испоручују са клиповима номиналне величине две класе и величине поправке повећане за 0,5 мм.
За клипове ремонтних димензија, резервни делови се испоручују са прстеновима ремонтних димензија увећаних за 0,5 мм.
11. Замените попуцале клипне клинове. Прст би требало лако да уђе у клип снагом палца. Уметните прст у клип. Ако се осети зрачност при тресу прста, замените клип. Приликом замене клипа, подигните прст дуж размака до њега. Да бисте то урадили, измерите пречнике рупа у главицама клипа..
12.... и пречник клипа. Израчунајте размак као разлику између пречника рупа и игле. Размак између клипног клипа и отвора на клипу треба да буде 0,009-0,015 мм.
13. Замените поломљене прстенове и експандер уљних прстенова.
14. Замените шипке ако су деформисане.
15. Замените клипњачу ако се приликом растављања мотора установи да су се лежајеви клипњаче окренули у клипњачи.
Пажња! Клипњаче се обрађују заједно са поклопцима, тако да се не могу демонтирати.

16. Прегледајте облоге. Ако се на њиховој радној површини нађу ризици, огреботине и раслојавање слоја против трења, замените облоге новим. Сви лежајеви клипњаче су идентични и заменљиви.

17. Микрометром измерити дебљину лежајева клипњаче (таб. 2).
Таб. 2. Параметри лежајева клипњаче мотора А16 КСЕР
| Величина слушалица | Дебљина, мм | Означавање у боји | Код |
| Номинална | 1,485–1,497 | – | 264 N |
| 1. поправка | 1,610–1,622 | Плави | 265 A |
| 2. поправка | 1,735–1,747 | бео | 266 B |
На крајњој површини лежајева клипњаче поправних димензија наноси се ознака у боји..
... а на нерадну површину свих кошуљица се примењује код.

18. Микрометром измерити пречник Дн клипњаче радилице.
Пречници клипњача радилице су наведени у табели. 3.
Таб. 3. Пречници клипњача радилице мотора А16 КСЕР
| Величина врата | Пречник, мм | Означавање у боји |
| Номинална | 42,971–42,987 | – |
| 1. поправка | 42,721–42,737 | Плави |
| 2. поправка | 42,471–42,487 | бео |
19. Поставите лабаве листове у шипку и њен поклопац, затегните завртње за причвршћивање поклопца моментом од 25 Н·м и доследно затегните завртње прво на 30°, а затим на 15°.
20. Измерити чељустом на три места по ширини кошуљице пречник Дп лежаја клипњаче и одредити средњи пречник лежаја клипњаче.
21. Израчунајте зазор лежаја клипњаче као разлику између Дп и Дн. Дозвољени зазор лежаја клипњаче је 0,019-0,071 мм.

Белешка. Најтачнији зазор лежаја клипњаче може се одредити коришћењем посебне деформабилне Пластигаге траке од синтетичких влакана. Пластигаге комплет се састоји од сета од неколико трака и ваге.

22. Да бисте измерили зазор лежаја клипњаче помоћу Пластигаге жице за мерење, ставите комад жице на рукавац радилице, подмажите лежајеве клипњаче моторним уљем и поставите клипњачу на рукавац радилице.
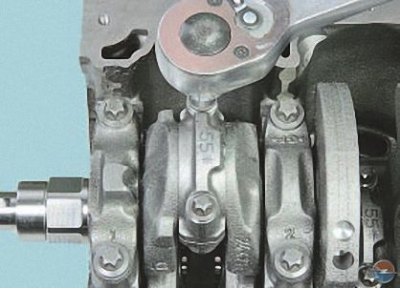
23. Затегните завртње за причвршћивање поклопца на обртни момент од 25 Нм и затегните завртње узастопно, прво за 30°, а затим за 15°. У овом случају, клипњача не сме да се окреће у односу на радилицу (ако се мерења врше на уклоњеном шахту) или ротирати радилицу (ако је вратило уграђено у мотор).
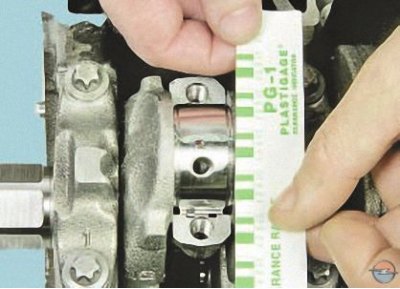
24. Скините поклопац клипњаче и упоредите ширину деформисане жице са поделама скале. Вредност сваке поделе скале одговара одређеном зазору у лежишту.
Ако је стварни зазор мањи од ограничења, можете поново користити постављене облоге.
Ако је размак већи од максимално дозвољеног, облоге на овим вратовима можете заменити новим номиналне дебљине одговарајуће класе.
Ако су рукавци радилице истрошени и брушени до поправке величине, замените облоге онима за поправку (повећана дебљина).
Вратови се брусе, поред присуства опште хабања, ако имају зарезе и ризике, или ако су овалност и конус већи од 0,005 мм.
25. Микрометром измерити дебљину главних лежајева (таб. 4).
Таб. 4. Параметри главних лежајева мотора А16 КСЕР
| Величина слушалица | Дебљина, мм | Означавање у боји | Код |
| 1., 2., 4. и 5. лежајеви | |||
| Номинална | 1,987–1,993 1,993–1,999 | браон Зелен | 256 N 257 N |
| 1. поправка | 2,112–2,118 2,118–2,124 | Браон/плава Зелено/плаво | 258 A 259 A |
| 2. поправка | 2,237–2,243 2,243–2,249 | Бровн/Вхите Зелено/Бело | 260 B 261 B |
| 3. лежај | |||
| Номинална | 1,987–1,993 1,993–1,999 | браон Зелен | 859 N 860 N |
| 1. поправка | 2,112–2,118 2,118–2,124 | Браон/плава Зелено/плаво | 861 A 862 A |
| 2. поправка | 2,237–2,243 2,243–2,249 | Бровн/Вхите Зелено/Бело | 863 B 864 B |

26. Измерите микрометром пречник Дн главних рукаваца радилице (таб. 5). Стварни зазор између шкољки главног лежаја и главних рукаваца радилице одређен је методама описаним за лежајеве клипњаче. Дозвољени зазор главног лежаја радилице је 0,005–0,059 мм.
Таб. 5. Пречници главних рукаваца радилице мотора А16 КСЕР
| Величина врата | Пречник, мм | Означавање у боји |
| Номинална | 54,980–54,997 | Смеђа, зелена |
| 1. поправка | 54,730–54,747 | Смеђа, зелена |
| 2. поправка | 54,482–54,495 | Смеђа, зелена |
Ако је стварни размак у дизајну мањи од максимално дозвољеног, можете поново користити постављене облоге.
Ако је размак већи од максимално дозвољеног, облоге на овим вратовима можете заменити новим номиналне дебљине одговарајуће класе.
Ако су рукавци радилице истрошени и брушени до поправке величине, замените облоге онима за поправку (повећана дебљина).
Пажња! Приликом поновног брушења клипњаче и главних рукаваца радилице на поправну величину потребно је ставити одговарајући печат на први образ радилице, нпр «В 0,25» И «К 0,25» редом.
Коментари посетилаца