
Злучэнне шатуна, пальца і поршня
Падабраць поршні з улікам катэгорыі памеру цыліндру, выбітай на блоку або зыходзячы з рамонтнага памеру, атрыманага пасля расточвання цыліндраў.
Праверыць допуск раўналежнасці і перакосу восяў адтулін галовак шатуноў, які не павінен перавышаць 0,025 мм на даўжыні 125,4 мм, і пры неабходнасці выправіць шатуны.
Выпрасаваць на прэсе без нагрэву поршневай палец з шатуна з дапамогай апраўкі. Поршань і поршневай палец падлягаюць абавязковай замене.
Змясціць шатун у электрапечку ці на награвальную пліту магутнасцю 1500-2000 Вт, нагрэць яго да тэмпературы 280°З, кантралюючы тэмпературу нагрэву з дапамогай тэрмахромнага алоўка.
Поршневай палец усталяваць на мантажную прынаду і вышмараваць алеем. Выняць шатун з печы і заціснуць хутка ў цісках. Надзець поршань на верхнюю галоўку шатуна, сумясціўшы адтуліны пад палец. Поршневай палец на мантажнай прынадзе праціснуць у адтуліну шатуна да ўпора заплечыка мантажнай прынады ў спадніцу поршня.
Заўвага. Для правільнага злучэння пальца з шатуном запрасаваць палец як мага хутчэй, паколькі шатун хутка астуджаецца і пасля астуджэння нельга будзе змяніць становішча пальца, не дэфармуючы пры гэтым поршань.
Пры злучэнні новага поршня з шатуном вытрымаць намінальныя мантажныя памеры, указаныя ў падраздзеле «Канструкцыя і тэхнічныя характарыстыкі».
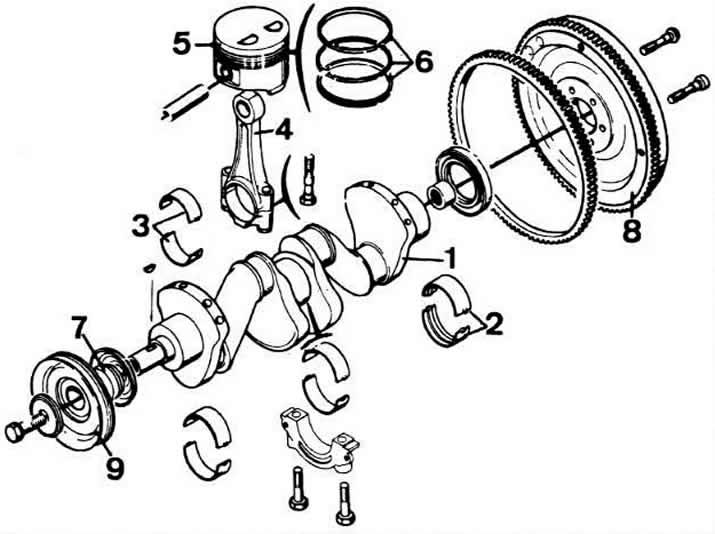
Дэталі крывашыпна-шатуннага механізму:
1 - каленчаты вал;
2 - укладышы карэнных падшыпнікаў;
3 - укладышы шатун падшыпнікаў;
4 - шатун;
5 - поршань;
6 - поршневыя кольцы;
7 - зорачка каленчатага вала;
8 - махавік;
9 - шкіў каленчатага вала.
Каментары наведвальнікаў