
Чыстка
1. Зніміце з блока ўсе ўсталяваныя звонку кампаненты і датчыкі.
2. Упёршыся тупой выбівачкай у край выціскальнага корка, разгарніце яе ў сваім пасадачным гняздзе пад 90°. Пасля таго як усе коркі будуць разгорнутыя, іх дастаткова проста будзе выняць з рухавіка пры дапамозе шчыпцоў.
3. Саскрабці з спалучанай паверхні блока ўсе сляды матэрыялу старой пракладкі, - паспрабуйце не пакідаць драпін і задиров.
4. Вывярніце ўсе разьбовыя заглушкі алейных галерэй. Заглушкі могуць апынуцца зацягнутымі вельмі прутка, аж да таго, што іх прыйдзецца высвідроўваць з наступным аднаўленнем разьбярства ў блоку. Пры зборцы заглушкі падлягаюць замене.
5. На дызельных рухавіках зніміце распыляльнікі падачы алею на поршні. На рухавіках 1.7 л распыляльнікі запрасаваныя ў блок і іх здыманне можа быць выраблена толькі з ужываннем адмысловай прынады Opel, на рухавіках 2.0 л распыляльнікі замацаваныя нітамі .
6. Зніміце з блока вечка ўсіх карэнных падшыпнікаў і выміце са сваіх пасцеляў укладышы апошніх. Адразу ж пазначце вынятыя ўкладышы пры дапамозе скотчу на прыналежнасць свайму падшыпніку і пасцелі ў ім (блок або вечка), затым адкладзяце іх у бок.
7. Пры моцным вонкавым забруджванні рухавіка варта даставіць яго ў майстэрню аўтасэрвісу для правядзення паравой ці тэрмічнай апрацоўкі.
8. Пасля вяртання блока з майстэрні яшчэ раз старанна прачысціце ўсе алейныя адтуліны і галерэі - для гэтай мэты выпускаюцца спецыяльныя цыліндрычныя шчоткі асаблівай формы (пытайце ў крамах аўтамабільных аксесуараў). Прамыйце паражніны і каналы цёплай вадой, - працягвайце прамыванне датуль, пакуль з процілеглага боку блока не пачне выцякаць чыстая вада. Старанна прасушыце блок, затым злёгку вышмаруйце ўсе праточаныя паверхні вадкім алеем для абароны іх ад карозіі. Пры наяўнасці доступу да крыніцы сціснутага паветра скарыстайцеся ім для паскарэння працэсу сушкі блока і прадзьмуху цяжкадаступных паражнін і каналаў.
Пры працы са сціснутым паветрам не забывайце апранаць ахоўныя акуляры!
9. Пры моцным забруджванні ці зашлаковывании блока варта звярнуцца да щеточной чыстцы гарачай вадой з мылам. Не варта спрабаваць зэканоміць час за кошт грэбавання дбайнасцю чысткі блока. Незалежна ад абранага спосабу, прасочыце за дбайнасцю прачысткі цяжкадаступных паражнін, каналаў і адтулін. У заключэнне прасушыце блок і вышмаруйце праточаныя паверхні вадкім алеем для абароны іх ад карозіі.
10. Праганіце ўсе разьбовыя адтуліны ў блоку метчыкам адпаведнага памеру з мэтай забеспячэння гарантыі адпаведнасці паказанняў індыкатара дынамаметрычнага ключа рэальна якія развіваюцца намаганням зацягвання крапяжу пры зборцы рухавіка. Па магчымасці, прадуйце затым выгнаныя метчыкам адтуліны сціснутым паветрам, выдаліўшы з іх усё дробнае смецце і габлюшку. Скончыўшы апрацоўку адтулін, прайдзіцеся лежнёй па разьбовай частцы нітаў мацавання вечкаў падшыпнікаў і галоўкі цыліндраў.
11. Усталюйце на месца вечка карэнных падшыпнікаў, ад рукі зацягнуўшы іх крапеж.
12. Вышмаруйце ўшчыльняльныя паверхні новых выціскных коркаў герметыкам тыпу Permatex No 1 і ўсталюеце іх на свае штатныя месцы ў блоку. Прасочыце за перпендыкулярнасцю пасадкі коркаў, правільней усяго будзе скарыстацца адмысловай цыліндрычнай апраўкай, аднак яе суцэль можа замяніць кантавая галоўка падыходнага памеру, якая павінна ўпірацца толькі ва ўнутраную частку кантавой паверхні корка (не ў кант!).
13. Вышмаруйце нетвердеющим герметыкам тыпу Permatex No 2 разьбовую частку новых заглушак алейных галерэй (альтэрнатыўна абматайце іх стужкай ФУМ). Укруціце заглушкі на свае штатныя месцы і зацягніце як мага трывалей.
14. На дызельных рухавіках запрасуйце/ прыбалбочыце на свае месцы распыляльнікі падачы алею на поршні.
2. Калі не збіраецеся адразу ж прыступаць да зборкі рухавіка, змесціце блок у вялікі поліэтыленавы пакет для абароны яго забруджвання.
Праверка
1. Папярэдне блок павінен быць самай стараннай выявай ачышчаны (гл Зняцце каленчатага вала).
2. Выканайце знешні агляд блока на прадмет выяўлення слядоў карозіі, расколін і іншых пашкоджанняў. Праверце стан разьбовых адтулін. Разумна будзе таксама вырабіць тэставанне блока на наяўнасць утоеных расколін ва ўмовах майстэрні аўтасэрвісу з ужываннем адмысловага дыягнастычнага абсталявання. У выпадку выяўлення дэфектаў блок падлягае аднаўленчаму рамонту ці замене.
3. Праверце стан люстэркаў цыліндраў.
4. Ацэніце велічыні якія маюць месца конуснасці і авальнай цыліндраў:
- Вымерайце дыяметр кожнага з цыліндраў у верхнім (непасрэдна пад мяжой ступеністага зносу), цэнтральным і ніжнім перасеках у плоскасці раўналежнай восі каленчатага вала;
- Цяпер вымерайце дыяметры на тых жа трох узроўнях, але ў плоскасці, перпендыкулярнай восі блока;
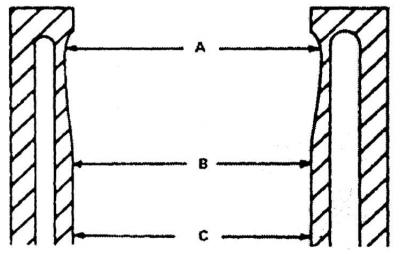
А - Пад мяжой ступеністага зносу
У - У сярэдняй частцы
З - У ніжняй частцы
- Велічыню конуснасці цыліндру вызначае розніца паміж вынікамі вымярэнняў у верхнім і ніжнім перасеках. Овальностью (у дадзеным сячэнні цыліндру) называецца розніца дыяметраў, вымераных у паралельнай і перпендыкулярнай восі каленчатага вала плоскасцях.
5. Параўнайце вынікі праверкі з патрабаваннямі (гл Спецыфікацыі). Дзейнічаючы ў апісанай манеры, па чарзе праверце ўсе цыліндры.
Памятайце, што існуе некалькі груп стандартных дыяметраў цыліндраў, якія дазваляюць розныя вытворчыя допускі. Маркіроўка памернай групы звычайна наносіцца на верхні зрэз блока цыліндраў.
6. Пры выяўленні прыкметных дэфектаў ці адхіленні вынікаў вымярэнняў ад нарматыўных патрабаванняў, блок цыліндраў падлягае аднаўленчай механічнай апрацоўцы ва ўмовах майстэрні аўтасэрвісу. Калі падчас аднаўленчага рамонту была выраблена расточванне цыліндраў, рухавік павінен быць укамплектаваны новымі поршнямі рамонтнага (з перавышэннем) памеру.
Поршні рамонтнага памеру (з перавышэннем 0.5 мм) вырабляюцца для ўсіх рухавікоў, акрамя рухавікоў 1.7 л DOHC (бензінавых і дызельных).
7. Калі стан люстэркаў цыліндраў падчас выканання праверкі знойдзена здавальняючым пры адначасовым захаванні нарматыўных патрабаванняў да формы цыліндраў і зазорам пасадкі ў іх поршняў (гл Праверка стану кампанентаў шатунна-поршневай групы), неабходнасць у праточцы цыліндраў адпадае, - дастаткова будзе толькі выканаць хонингование іх люстэркаў (гл Хонінгаванне люстэркаў цыліндраў).
8. Праверце плоскаснасць спалучанай з галоўкай паверхні блока, - праверка вырабляецца ў манеры, аналагічнай апісанай для спалучаных паверхняў галоўкі цыліндраў (гл Чыстка і праверка стану галоўкі цыліндраў). Параўнайце вынік вымярэнняў з патрабаваннямі (гл Спецыфікацыі), у выпадку неабходнасці аддайце блок у праточку.
Каментары наведвальнікаў